 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Koti
>
Tuotteet > Palkkien hitsauslinjat
> Laatikkopalkkihitsauslinja
>
Box -sarakkeen kokoonpanokoneet
Tuotteet







Box -sarakkeen kokoonpanokoneet
XXZ15 -laatikkopylväskokoonpanot ovat korkean suorituskyvyn laitteita linja -laatikkopylväällä, jonka on valmistanut Jinfeng Weldcut, joka on XXZ15 -laatikkopylvään kokoonpanokoneiden ammattimainen Kiinan valmistaja ja toimittaja kohtuuhintaan. XXZ15 -laatikkopylväskokoonpanot tarjoavat enemmän turvallisuutta ja suurta hyötysuhdetta levyjen kokoamiseksi U -muodossa ja laatikon muodossa, joita tarvitaan laatikkopylväiden tuotantoon.
Malli:XXZ15
Lähetä kysely
Tuotteen Kuvaus
Jinfeng Weldcut antaa yhden vuoden takuun XXZ15 -laatikkopylvään kokoonpanokoneille. Laatikon pylvästuotantolinjojen tärkeimmät sähköelementit valitaan maailmankuululle tuotemerkistä, jotka lisäävät käyttäjille helpompaa löytää osia paikallisista pääsemättä pitkästä etäisyydestä Kiinasta. XXZ15-laatikkopylväskokoonpanot ovat edistyneimpiä ja tehokkaimpia laitteita, jotka lisäävät teräsrakenteiden, teräsrakenteen ja korkean rakennuksen loppukäyttäjien tuottavuutta.
Tekniset tiedot
|
1 |
Box -sarakkeen leveys |
□ 300 ~ □ 1500 mm |
|
2 |
Laatikkopylväskorkeus |
□ 300 ~ □ 1500 mm |
|
3 |
Laatikkopylväspituus |
6000 ~ 15000 mm |
|
4 |
Kiskopituus |
19000 mm |
|
5 |
Kisko |
2500 mm |
|
6 |
Pääkoneen liikkuvasanopeus |
0,5 ~ le |
|
7 |
Hydraulijärjestelmän työpaine |
12 MPa |
|
8 |
Sivusylinterin suurin paine |
15T × 2 |
|
9 |
Yläsylinterin suurin paine |
21t × 2 |
|
10 |
Käyttötila |
Kaksipuolinen muuttujan taajuuskäyttö |
Ominaisuus ja sovellus
XXZ15 -laatikko -sarakkeen kokoonpanokoneilla on seuraavat edut:
Laatikkopylväs (pylväs) koostuu "U" -muotoisesta palkista ja kansilevystä, joka on hitsattu ja muodostettu. Kokoonpanon aikana työkappale on paikallaan, pääkoneen liikkuu osissa ja kiinnityskokoonpanotila on sijoitettu tarpeen mukaan.

Nosta ensin "U-muotoinen" piste, joka on hitsattu kokoonpanokoneen kuljetuspöydälle tai kuljeta se tälle asemalle edellisestä "U-muotoisesta" kokoonpanolaitoksesta. Nosta sitten ylempi kansilevy "U-muotoiseen" piirustusvaatimusten mukaisesti ja käytä sitä isäntäpuolen puristuslaitteena ja ylempänä puristuslaitteena. Paina ja spot -hitsaus ylempi kansilevy täydentääksesi koko työkappaleen kokoonpanon. Työkappaleen pituuden segmenttien kokoonpano saavutetaan isäntäkoneen liikkumisasennolla. Kokoonpanotyökappale lähetetään seuraavaan prosessiin kuljetusrullapöydällä jatkokäsittelyä varten.
(Manuaalinen CO2 MIG -hitsauskoneet ovat käyttäjä.
Box-palkki kokoonpanokoneet asennettuna käyttäjien tehtaalle



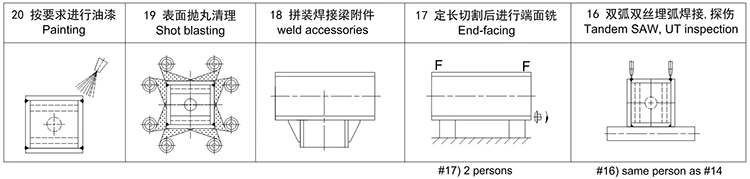
Kuinka tuottaa hitsauslaatikkopylväs teräslevystä?
Seuraava on tuotannon tuotantokaavio levyiltä H -säteen ja lopullisen tarkastuksen.
Tuotantokaavio



Hot Tags: Box -sarakkeen kokoonpanokoneet, Kiina, valmistajat, toimittajat, tukkumyynti, tehdas, räätälöity, valmistettu Kiinassa, hinta, laatu, ECA
Aiheeseen liittyvä luokka
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.








X
Käytämme evästeitä tarjotaksemme sinulle paremman selauskokemuksen, analysoidaksemme sivuston liikennettä ja mukauttaaksemme sisältöä. Käyttämällä tätä sivustoa hyväksyt evästeiden käytön.
Tietosuojakäytäntö